Mold Trial Process
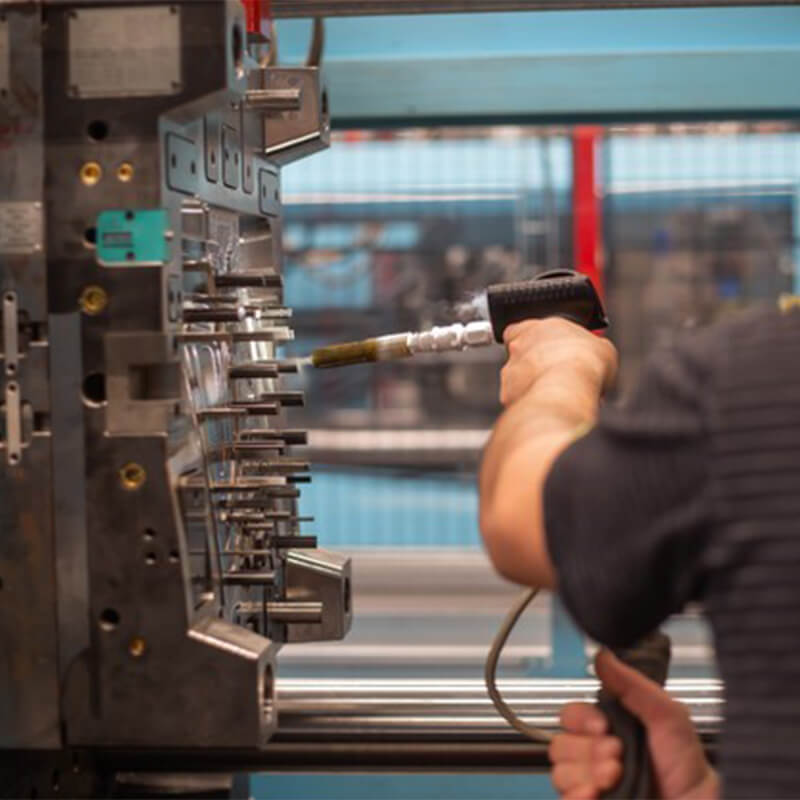
1.The mold is installed on the injection molding machine, and parameters such as injection pressure, speed, holding pressure, holding time, and cooling time are adjusted. Several mold trials are conducted to observe the product's molding performance, checking whether the product is complete, whether the appearance meets requirements, and whether the dimensions are accurate.
2.Each trial’s parameters and product performance should be recorded, and any issues should be analyzed. For instance, if flash is present, it may indicate excessive injection pressure or insufficient mold clamping force, while sink marks may indicate insufficient holding pressure or uneven cooling.

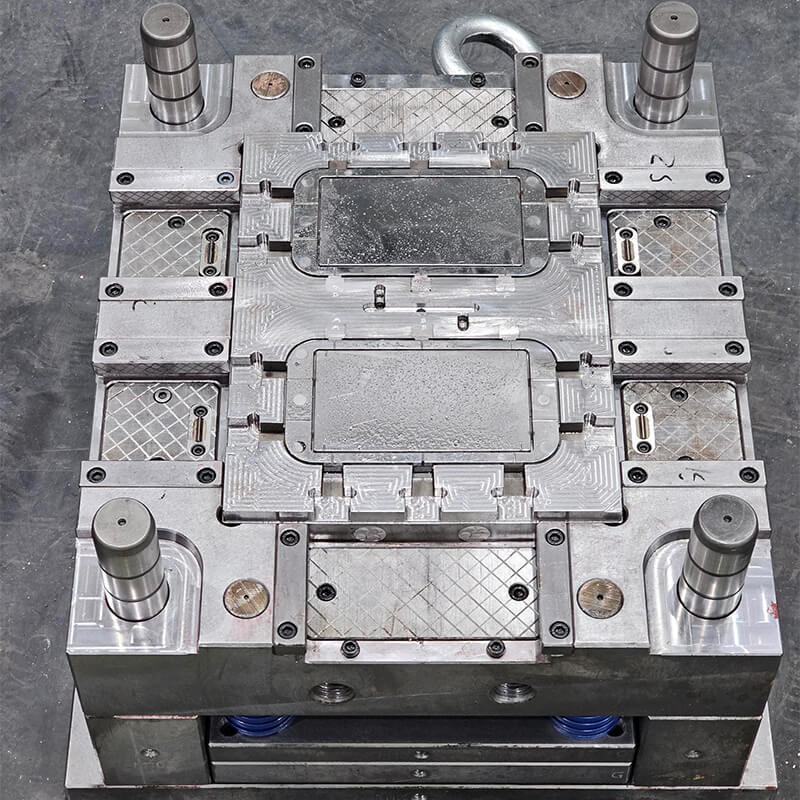
 Mold Design Review
Mold Design Review














")
")

")








