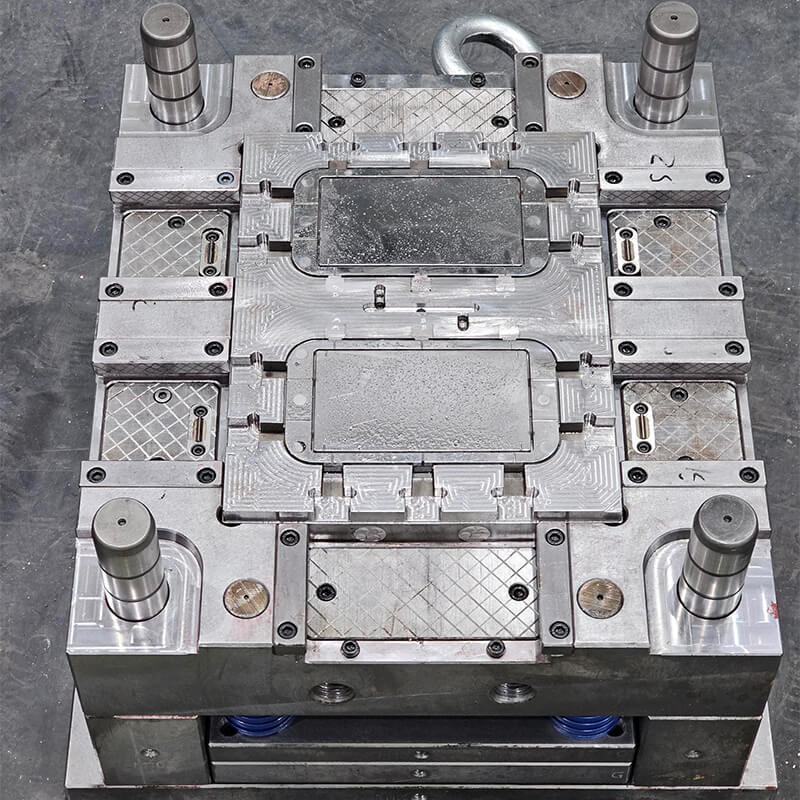
Ensamblaje de componentes
1. Los componentes básicos, como las publicaciones de guía y los bujes, se instalan primero. Estos componentes deben tener una alta precisión para garantizar una alineación adecuada. La brecha entre el poste guía y el buje es típicamente entre 0.01 y 0.03 mm para garantizar la apertura y cierre precisos del molde.
2.Next, el núcleo y la cavidad se ensamblan. El ensamblaje debe garantizar el ajuste y la brecha correctos entre estas partes. Para moldes de alta precisión, la brecha entre el núcleo y la cavidad puede ser tan pequeña como 0.03 - 0.05 mm, y se debe garantizar la concisión de concentricidad y posicional.
3. Los sistemas de enfriamiento y calefacción también se ensamblan, asegurándose de que todas las tuberías estén bien conectadas sin fugas. Los canales de enfriamiento deben verificarse en busca de bloqueos para garantizar un enfriamiento suave.

 Revisión de diseño de moldes
Revisión de diseño de moldes














")
")

")








