Компонент сборка
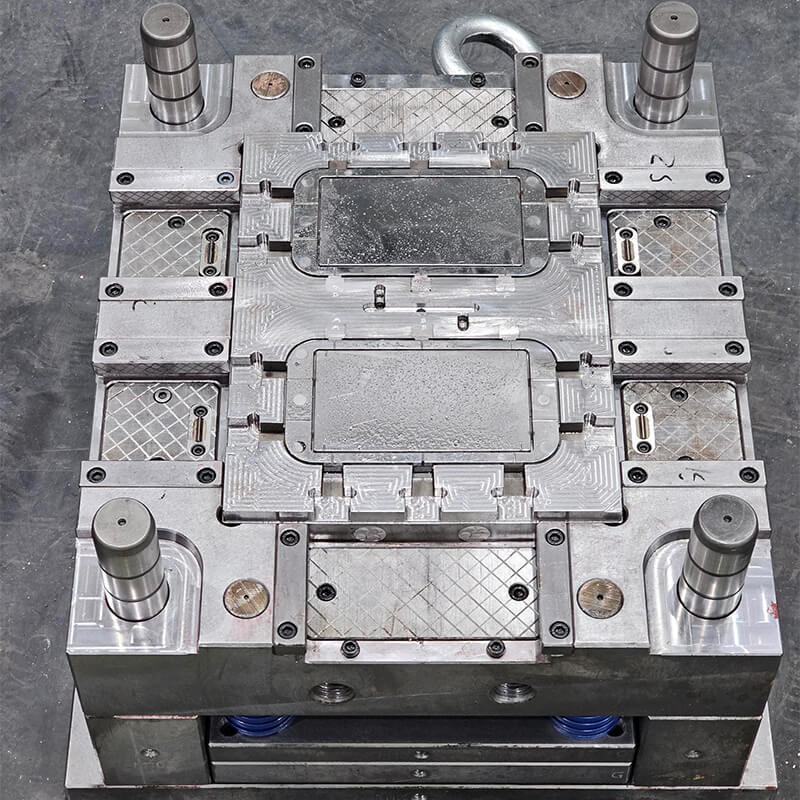
1. Основные компоненты, такие как направляющие посты и втулки, установлены первыми. Эти компоненты должны иметь высокую точность, чтобы обеспечить правильное выравнивание. Зазор между направляющей после и втулку обычно составляет от 0,01 до 0,03 мм, чтобы обеспечить точное открытие и закрытие плесени.
2. Ван, ядро и полость собираются. Сборка должна обеспечить правильную соответствие и зазор между этими частями. Для высоких форм зазор между сердечником и полостью может составлять 0,03 - 0,05 мм, а концентричность и точность позиционирования должны быть обеспечены.
3. Также собираются системы охлаждения и отопления, убедившись, что все трубы тесно соединены без утечки. Каналы охлаждения должны быть проверены на закупорку для обеспечения плавного охлаждения.

 Обзор дизайна плесени
Обзор дизайна плесени














")
")

")














